es
es nl
nl de
de en
en it
it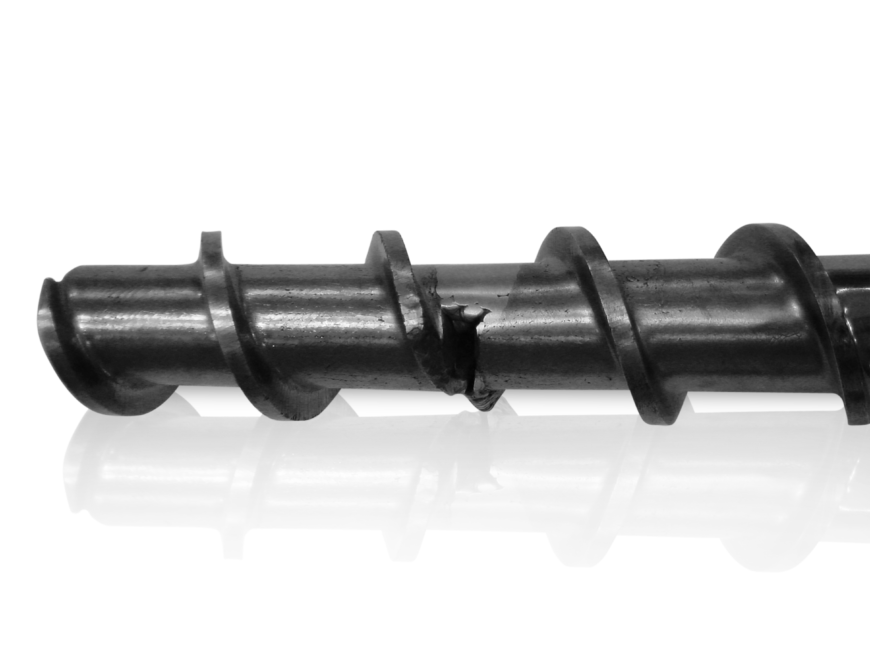
Ahorro de coste
La regeneración puede generar un ahorro del 30% o más en respeto a uno nuevo.
Menor tiempo de entrega
La reparación es, en la mayoría de los casos, más rápida que la de los nuevos, por lo que en situaciones críticas se reduce el tiempo de inactividad de la máquina si algo se rompe y no está disponible en el almacén.
Elección de diferentes materiales de soldadura
El material de soldadura puede ajustarse a las necesidades actuales.
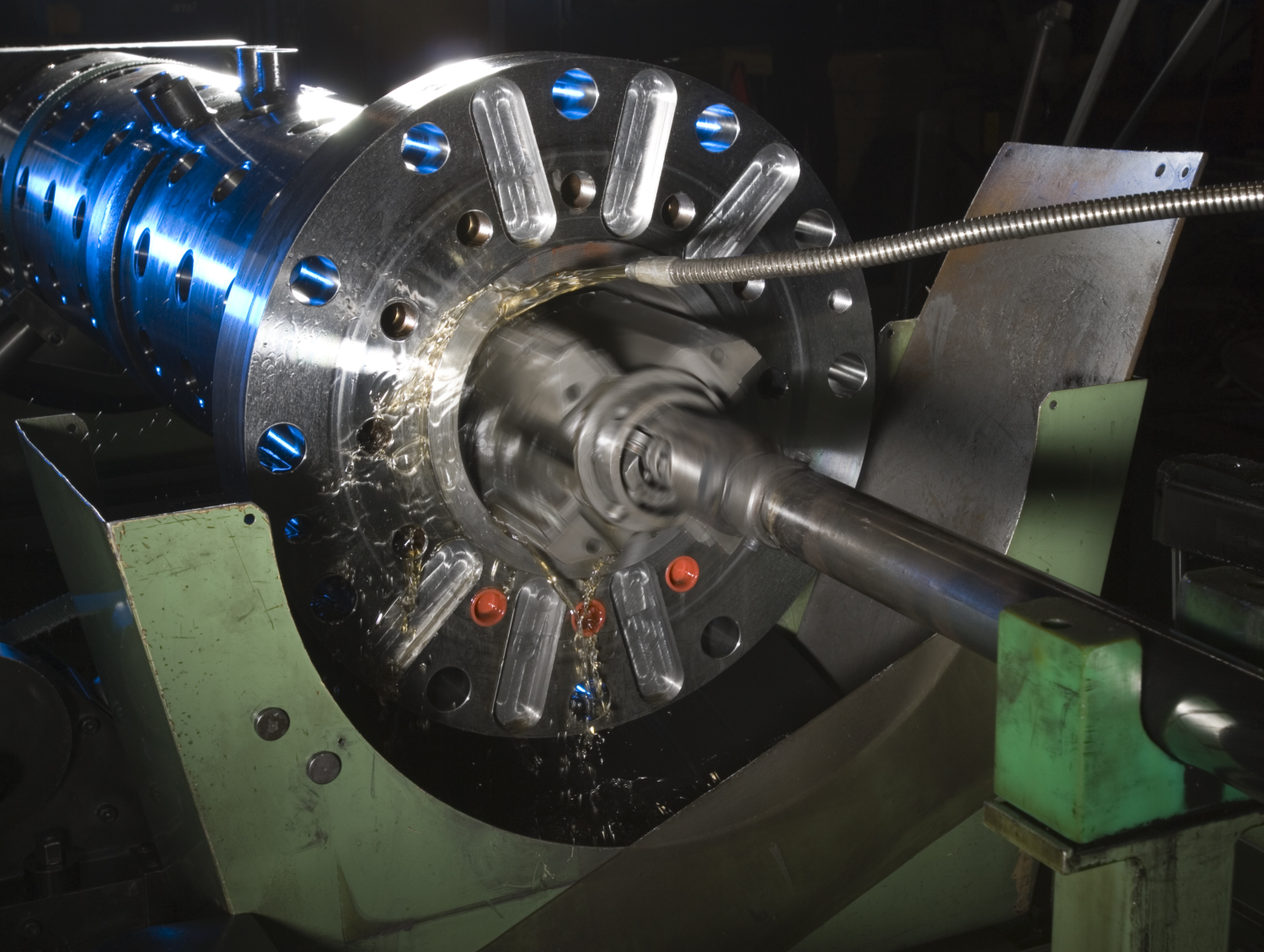
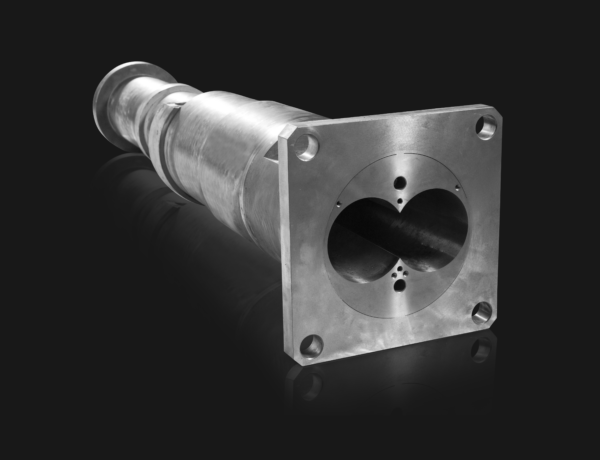
Cilindro Reparación a través de un diámetro interior mayor
Un cilindro desgastado, bimetálico o nitrurado, puede ser reparado mediante el aumento del diámetro interior a un diámetro mayor. En el caso de cilindros nitrurados se realizará un nuevo tratamiento de nitruración con una profundidad de 0,4 ÷ 0,5 mm para asegurar la dureza necesaria. A continuación debe realizarse una operación de aumento para que todas las dimensiones estén dentro de las nuevas tolerancias sobredimensionadas. En el caso de un cilindro bimetálico sólo es necesario aumentar el mandrinado. No es necesario renitrurar ni aumentar. Por supuesto, el diámetro exterior del husillo, la válvula y, eventualmente, el diámetro interior de la cámara deben ajustarse a la nueva dimensión (mayor) del cilindro. Esta es una solución barata pero efectiva, pero tiene una desventaja: el cilindro y el husillo reparados se convierten en equipo no estándar y hay que almacenar componentes de repuesto específicos.
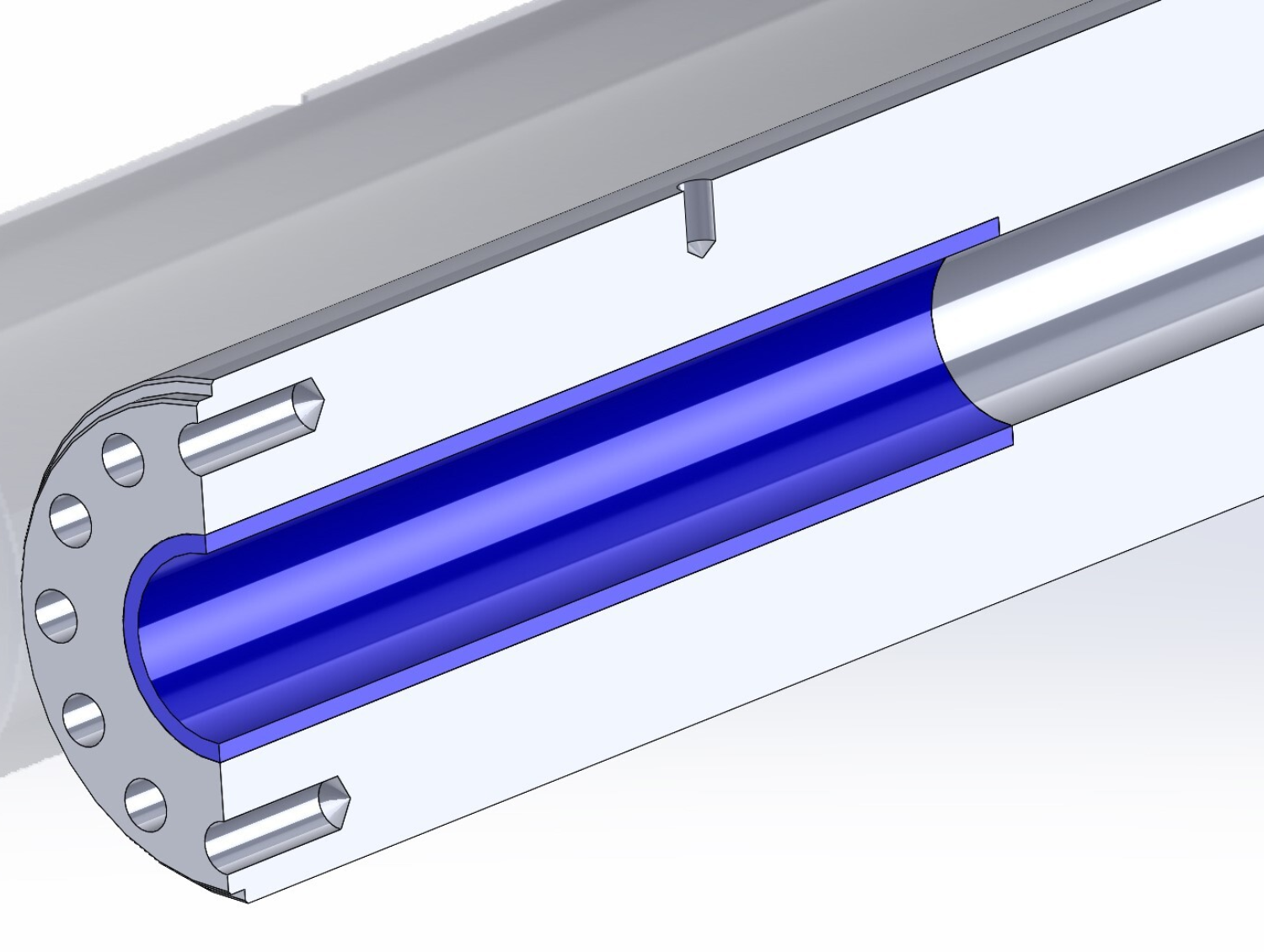
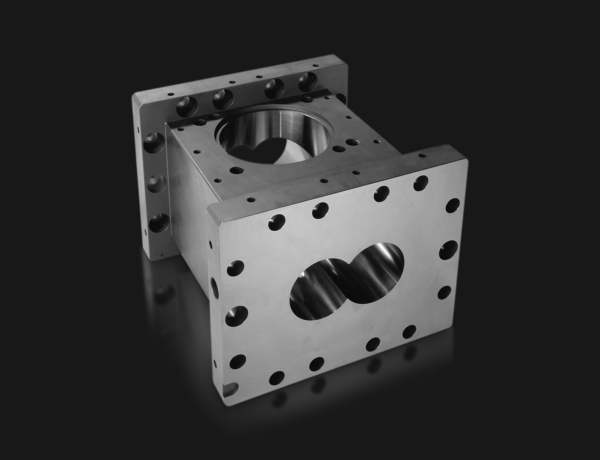
Reparación del cilindro con casquillo
En casos especiales, los cilindros de inyección se pueden reparar revestiendo la zona desgastada con una camisa que deberá ser más larga que la carrera del tornillo (5D) para que la válvula funcione con el diámetro nominal original. La camisa puede ser de acero nitrurado, de acero endurecido pero también de aleación bimetálica.

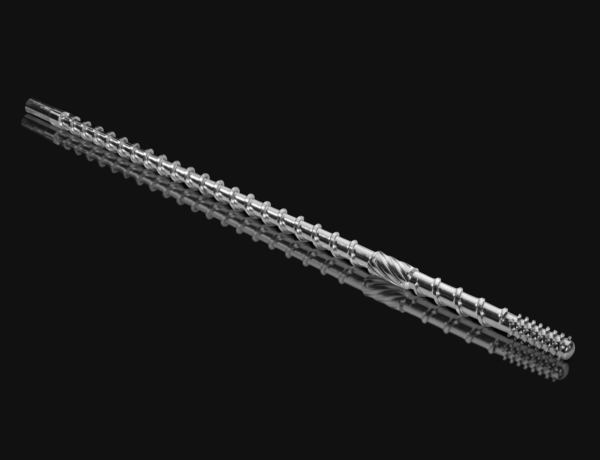
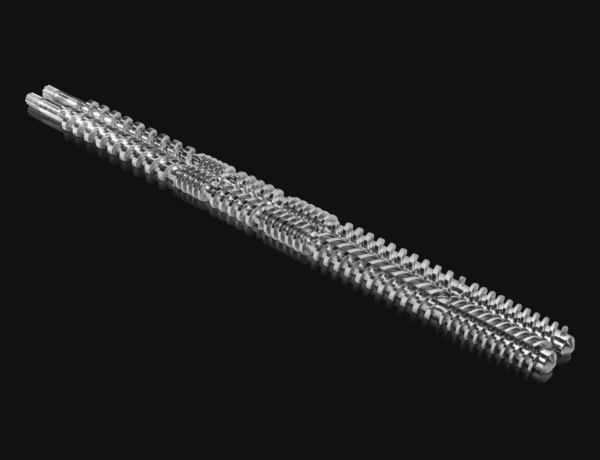
Repare los viejos husillos desgastados soldando las aletas.
En el caso de los husillos con diámetros superiores a 60 mm, dependiendo del tipo de desgaste, es posible repararlos soldando material nuevo en la parte superior de las aletas desgastadas. Este procedimiento puede aplicarse sólo si no hay desgaste en el núcleo del tornillo o en el radio del vuelo delantero-trasero, Es importante mencionar que un husillo reparado no durará tanto como uno nuevo. Para más información sobre las aleaciones de soldadura, consulte la tabla siguiente.
Materiales de soldadura para las aletas de las punteras
El reacondicionamiento es una opción interesante para las unidades más grandes por el ahorro de costes y el tiempo de entrega.
-
MM CODE
Soldadura en filetes
Tecnología
ABRASIVE WEAR RESISTANCE
CORROSIVE WEAR RESISTANCE
-
MM120Aleación base cobaltoPTA++++++
-
MM50Aleación base hierroTIG++++++
-
MM560Aleación base níquelPTA++++++++
-
MM570Aleación base níquelPTA+++++++++++
-
MM830Aleación base níquelPTA++++++++++
-
MM4900MolibdenoHVOF+++++++++
-
MM6000Carburo de tungstenoHVOF++++++++++++
-
MM CODEMM120
-
FLIGHT ARMORINGCobalt Base Alloy
-
TECHNOLOGYPTA
-
ABRASIVE WEAR RESISTANCE+++
-
CORROSIVE WEAR RESISTANCE+++
-
MM CODEMM50
-
FLIGHT ARMORINGIron Base Alloy
-
TECHNOLOGYTIG
-
ABRASIVE WEAR RESISTANCE++++
-
CORROSIVE WEAR RESISTANCE++
-
MM CODEMM560
-
FLIGHT ARMORINGNickel Base Alloy
-
TECHNOLOGYPTA
-
ABRASIVE WEAR RESISTANCE++++
-
CORROSIVE WEAR RESISTANCE++++
-
MM CODEMM570
-
FLIGHT ARMORINGNickel Base Alloy
-
TECHNOLOGYPTA
-
ABRASIVE WEAR RESISTANCE++++++
-
CORROSIVE WEAR RESISTANCE+++++
-
MM CODEMM830
-
FLIGHT ARMORINGNickel Base Alloy
-
TECHNOLOGYPTA
-
ABRASIVE WEAR RESISTANCE+++++
-
CORROSIVE WEAR RESISTANCE+++++
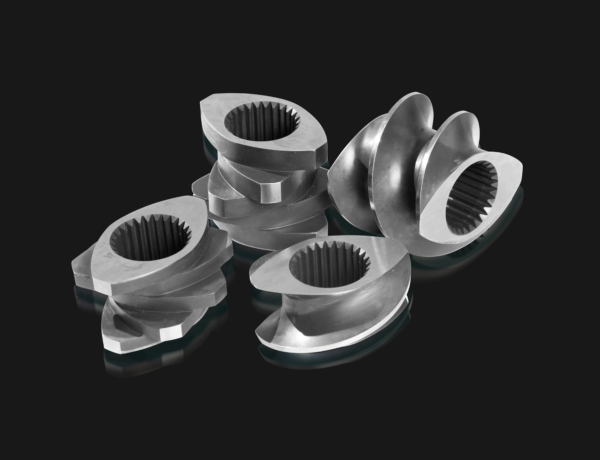
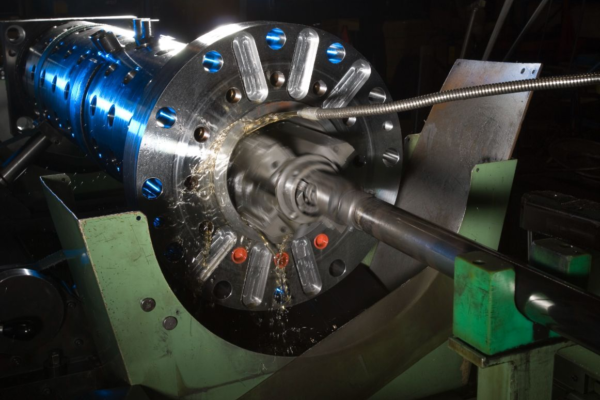
Ejemplos de reparación


Descubra más productos
Otros productos para inyección y extrusión se pueden encontrar a continuación haciendo clic en las imágenes se muestra más información.